




Ултразвучна наметања екстрејне опреме ултразвучне вибрације



Алуминијумска легура ултразвучни алат за машинство у великој мери Лонг Снага Лонг Лифе Спан
Опис
| Фреквенција: | 20кХз | Снага: | 1000В |
|---|---|---|---|
| Амплитуда: | 15 ~ 50ум | ГАП прерачуна: | 0.02 - 0.1 |
| Високо светло: | Ротари ултразвучна обрада, Ултразвучно бушење помогло | ||
Ултразвучно постављање наметања ултразвучног параметра вибрације
Изрицање ултразвучних вибрација радикално мења геометријску структуру добијене површине. Сл. 3 - А, Б Прикажи фотографије површина очврсног челичног рада - комада третиране инжењерингом за рурални развој Јелгава, 25. - 27.05.2016.
220 традиционални (десни комади) и ултразвучно окретање (леви фрагменти) на брзинама сечења од 10 м · мин - 1 (а)
и 60 м · мин - 1 (б) и 0,05 мм · рев - 1. Радикална разлика у квалитету површина је очигледна.
Површина добијена ултразвучним окретањем има строго редовну структуру. Ово потврђује површински профилограм (Сл. 3 - Ц), који је прави део добијен традиционалним окретањем левим делом - ултразвучним окретањем. Понављајуће корита са корацима хране од 0,05 мм, који се могу приметити у оба дела профила, представљају траг врха резача. На слици 3 - Б Сегмент ултразвучног окретања показује периодичне штампарије због периодичног (са фреквенцијом од 20 кХз) интеракције између алата и дела - комада. Такође, такви отисци, ако се увећају, поштују се на површини (Сл. 3 - А), али овде нису видљиви као што је њихов корак много мање због ниске брзине сечења.
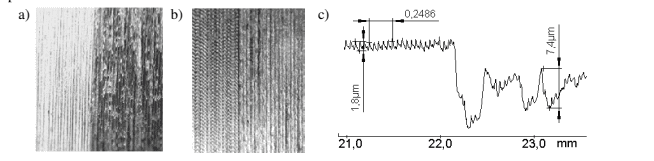
Сл. 3. Отврђени челик: А, Б - третиране површине; Ц - Пример профилограма
Таква разлика у резултатима сечења проузрокује се променом режима сечења. У традиционалном сечу под сталном интеракцијом између алата и дела - комада пластичне деформације налази се у близини сечних ивица и шири се са брзином сечења. Ова зона је пуна микро - пукотина, насумично распоређена. Као резултат, површина има неправилну дистрибуцију микрорикости. Ултразвучно сечење резултат је периодичних микро утицаја, успешан са високом фреквенцијом. Због велике фреквенције понављања и кратког периода импулса, пластична деформациона зона је концентрисана у малом суседству врха алата, а зона није засићена микроцакцима који немају времена да расту. Стога је стаза секача на површини дела - делимично илустрирала утисак свог облика, као што је приказано на Сл. 3 - б.

К1.Каји љубазни материјал рога?
СВЕДОК ШЕШЕЉ - ОДГОВОР: Легура титанијума, пре него што смо такође прилагођавали алуминијумску кућу за купца.
К2.Што је време испоруке?
СВЕДОК ШЕШЕЉ - ОДГОВОР: За конвенционалне ХОМ, 3 дана, за прилагођене ХОМ 7 радних дана.
К3.Дода ултразвучна екстракција такође захтева додавање хемијског катализатора?
СВЕДОК ЈОВАНОВИЋ - ОДГОВОР: Не. Али потребно је неко време механичко утакмице.
К4.Кан уређај непрекидно ради?
СВЕДОК ЈОВАНОВИЋ - ОДГОВОР: Да, може непрекидно радити 24 сата.
К5.Шта је капацитет прераде једне постављене ултразвучне опреме за вађење?
СВЕДОК ШЕШЕЉ - ОДГОВОР: Различити хор различитог капацитета за прераду, за 2000В девет одељка Вхип Хорм може да се бави 2Л ~ 10лмин.
К6.Шта је гаранција ваше соницаторске опреме?
СВЕДОК ШЕШЕЉ - ОДГОВОР: Сва опрема једногодишња гаранција.
-

20КХз 1200В Ултразвучни глодалица Ротаријска обрада Помоћна обрада са дигиталним генератором
-
20КХз Висока - Прецизна ултразвучна глодалица и млевење опреме за керамику и сечење стакла
-

Ротари ултразвучна алатка за обраду ултразвучног бушења
-

20КХз Ауторесонантна ултразвучна обрада ултразвучне обраде материјала
-

Вертикална ултразвучна машина за обраду 1000В ултразвучне глодалице
-

20КХз Ауто праћење Ултразвучна обрада вибрација Глодање Екуепрема